In the process of producing large-diameter spiral steel pipes, encountering misalignment is not uncommon, and there are several contributing factors. Misalignment issues, such as seams, staggered or overlapping edges, can lead to compromised pipe quality and performance. Therefore, a thorough analysis of the causes of incorrect edges in large-diameter spiral steel pipes is essential, along with implementing preventive measures.
- Sickle Bend of Steel Belt: This is the most significant factor leading to incorrect edges. During the forming of spiral welded pipes, the sickle bend in the steel strip causes continuous changes in the forming angle, resulting in variations in the weld gap. This leads to incorrect edges. Monitoring and controlling the sickle bend by adjusting the vertical roll and utilizing disc shears to remove parts of the bend can mitigate this issue.
- Poor Shape and Dimensional Accuracy of Head and Tail: The inadequacy in the shape and dimensional precision of the untrimmed steel strip’s head and tail can cause the strip to bend rigidly, contributing to incorrect edges during the butt joint.
- Reinforcement of Welding Seam: Excessive reinforcement in the welding seam of the head and tail butt welding can result in large misalignments if not managed correctly.
- Poor Edge Condition: The subpar quality of the steel strip’s edge is another pivotal reason for incorrect edges in the final product.
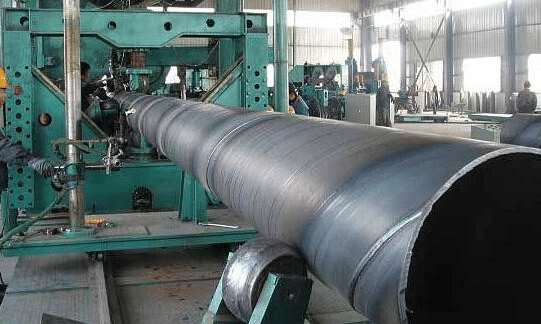
Spiral Steel Pipe Production Process:
- Raw materials undergo thorough physical and chemical assessments before initiation.
- Butt welding of strip steel head and tail using single or double wire submerged arc welding is conducted. Subsequent coiling produces the steel pipe, which then undergoes automatic submerged arc welding for repair.
- Strip leveling, edge trimming, edge planing, surface cleaning, and pre-bending treatments are carried out before forming.
- Cylinder pressure control and electric contact force meter ensure the smooth movement of the strip.
- Roller molding, either externally or internally controlled, shapes the strip.
- Weld gap control is maintained using specific devices to adhere to welding requirements, along with strict control over pipe diameter, misalignment, and weld gap.
- Both internal and external welding employ American Lincoln electric welding machines for stable welding quality.
- Online continuous ultrasonic flaw inspection ensures 100% coverage of spiral welds. Defects trigger automatic alarms for immediate correction.
- Air plasma cutting machine is used to segment the steel pipe.
- Rigorous first inspection checks mechanical properties, chemical composition, weld melting conditions, surface quality, and non-destructive inspection. Only compliant pipes proceed to production.
- Parts with sonic flaw detection marks undergo manual ultrasonic and X-ray reexamination.
- Pipes with intersecting butt-welded seams and spiral welds are examined using X-ray television or filming.
- Hydrostatic pressure testing involves radial seal force, and testing parameters are meticulously controlled using a hydraulic microcomputer detection device.
- Pipe ends are machined for precise end face verticality, bevel angle, and obtuse edge control.
About Permanent Steel Manufacturing Co.,Ltd
Permanent Steel Manufacturing Co.,Ltd specializes in seamless steel pipes, welded steel pipes (ERW/SSAW/LSAW), stainless steel pipes, hollow sections, and pipe fittings. With over a decade of production experience, they offer various types of steel pipes for different applications including fluid, boiler, fire, line, and structural purposes. Their commitment to quality and experience positions them as a reliable carbon steel pipe manufacturer.